Chapter 16: Q27E (page 700)
In some situations, the sizes of sampled specimens vary, and larger specimens are expected to have more defects than smaller ones. For example, sizes of fabric samples inspected for flaws might vary over time. Alternatively, the number of items inspected might change with time. Let
\(\begin{aligned}{l}{u_i} = \frac{{ the number of defects observed at time i}}{{ size of entity inspected at time i}}\\ = \frac{{{x_i}}}{{{g_i}}}\end{aligned}\)
where "size" might refer to area, length, volume, or simply the number of items inspected. Then a \(u\) chart plots \({u_1},{u_2}, \ldots \), has center line \(\bar u\), and the control limits for the \(i\) th observations are \(\bar u \pm 3\sqrt {\bar u/{g_i}} \).
Painted panels were examined in time sequence, and for each one, the number of blemishes in a specified sampling region was determined. The surface area \(\left( {f{t^2}} \right)\) of the region examined varied from panel to panel. Results are given below. Construct a \(u\) chart.
\(\begin{aligned}{*{20}{c}}{ Panel }&{\begin{aligned}{*{20}{c}}{ Area }\\{ Examined }\end{aligned}}&{\begin{aligned}{*{20}{c}}{ No. of }\\{ Blemishes }\end{aligned}}\\1&{.8}&3\\2&{.6}&2\\3&{.8}&3\\4&{.8}&2\\5&{1.0}&5\\6&{1.0}&5\\7&{.8}&{10}\\8&{1.0}&{12}\\9&{.6}&4\\{10}&{.6}&2\\{11}&{.6}&1\\{12}&{.8}&3\\{13}&{.8}&5\\{14}&{1.0}&4\\{15}&{1.0}&6\\{16}&{1.0}&{12}\\{17}&{.8}&3\\{18}&{.6}&3\\{19}&{.6}&5\\{20}&{.6}&1\end{aligned}\)
Short Answer
The process is in-control.
Step by step solution
Step 1:To Find the LCL and UCL
The \(u\)chart limits are given in the exercise. Start with formula to obtain \(u_i^\prime s\)
\({u_i} = \frac{{{x_i}}}{{{g_i}}}\)
The data obtained using this formula is
\(3.75,3.33,3.75,2.50,5.00,5.00,12.50,12.00,6.67,3.33,1.67,3.75,6.25,4.00,6.00,12.00,3.75,5.00,8.33,1.67.\)
The center line is
\(\bar u = 5.5125.\)
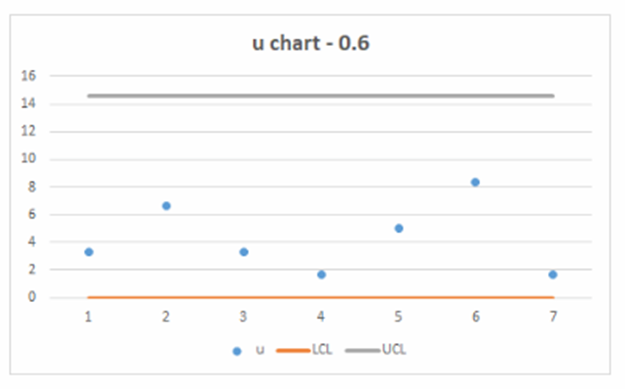
Depending on\({g_i}\), the\(LCL\)and\(UCL\)are different. For\({g_i} = 0.6\)the\(LCL\)is
\(\begin{aligned}{l}LCL = \bar u - 3\sqrt {\frac{{\bar u}}{{{g_i}}}} = 5.5125 - 3 \cdot 9.0933\\ = 0,\end{aligned}\)
set it to zero because it is negative.
The\(UCL\)is
\(\begin{aligned}{l}UCL = \bar u + 3\sqrt {\frac{{\bar u}}{{{g_i}}}} = 5.5125 + 3 \cdot 9.0933\\ = 14.6.\end{aligned}\)
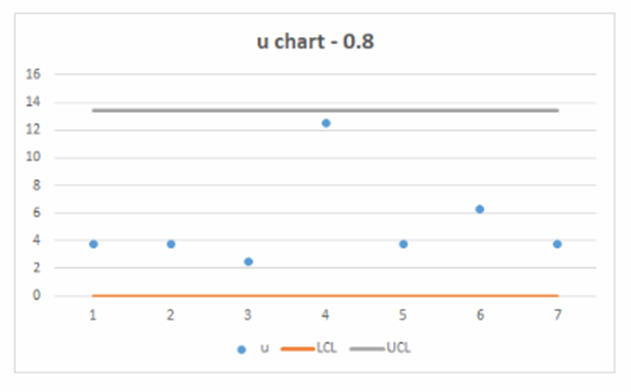
For\({g_i} = 0.8\)the\(LCL\)is
\(\begin{aligned}{l}LCL = \bar u - 3\sqrt {\frac{{\bar u}}{{{g_i}}}} = 5.5125 - 3 \cdot 7.857\\ = 0\end{aligned}\)
set it to zero because it is negative.
The\(UCL\)is
\(\begin{aligned}{l}UCL = \bar u + 3\sqrt {\frac{{\bar u}}{{{g_i}}}} = 5.5125 + 3 \cdot 7.857\\ = 13.4.\end{aligned}\)
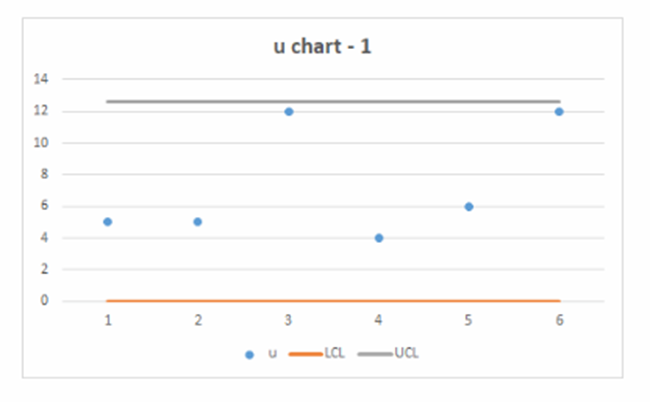
For\({g_i} = 1\)the\(LCL\)is
\(\begin{aligned}{l}LCL = \bar u - 3\sqrt {\frac{{\bar u}}{{{g_i}}}} = 5.5125 - 3 \cdot 7.044\\ = 0,\end{aligned}\)
set it to zero because it is negative.
The\(UCL\)is
\(\begin{aligned}{l}UCL = \bar u + 3\sqrt {\frac{{\bar u}}{{{g_i}}}} = 5.5125 + 3 \cdot 7.044\\ = 12.6.\end{aligned}\)
The following \(u\) charts suggest that the process is in control - no data exceeds \(LCL\) and \(UCL\).
Step 2:Final proof
The process is in-control.
Over 30 million students worldwide already upgrade their learning with 91Ӱ��!
